
With the increasing affordability of 3D printers, more tinkerers can afford them without breaking the budget.
Still, beyond plastic, the choice of materials to be printed is extremely reduced. While industrial laser sintering systems can print a wide variety of metal alloys, ceramics and composites, customer grade machines are limited to a dozen of plastic materials. The most popular machine type is by far the Fused Filament 3D printer. This is both due to their low initial and usage cost and also the relative sturdiness of their print.
This state of affairs seems to be slowly changing as new types of filaments are appearing in the market. They offer material mixes that could be turned into solid ceramic or metal upon firing at high temperature. The cost of these new filament is very variable. some like the BASF ultrafuse could be very expensive ($155 per kg). I would point out that most inorganic materials such as metals and ceramics are denser than plastic. Which means that even at comparable price per kg you will get less material.
There are several issues these plastic metal or plastic clay mixes have to deal with. First before the print is turned into solid metal or ceramic the plastic binder has to be burned off. Since tey are using PLA as a binder this can be done at relatively low temperature (200 to 400C)(400 to 760 F). To completely burn off the plastic oxygen has to be present to turn all the carbon it contains into CO2 gas. At that point we are left with only clay of metal. The piece at that point is very fragile because there is nothing to binf the metal or clay particles together.
Filamet which another brad of such filaments recommends t bury the pieces in ceramic powder. That way, there can’t be any motion that will break it. It also prevent the piecce to collapse under its own weight.
The next step is a regular firing process for ceramics The rcommended procedure corresponds to cone 6firing. Although the recommended firing schedule is harsher than that of Amaco white clay which seems to be the source material. To fire metals, charcoal poweder is added before firing to avoid oxidation of the sample during firing..
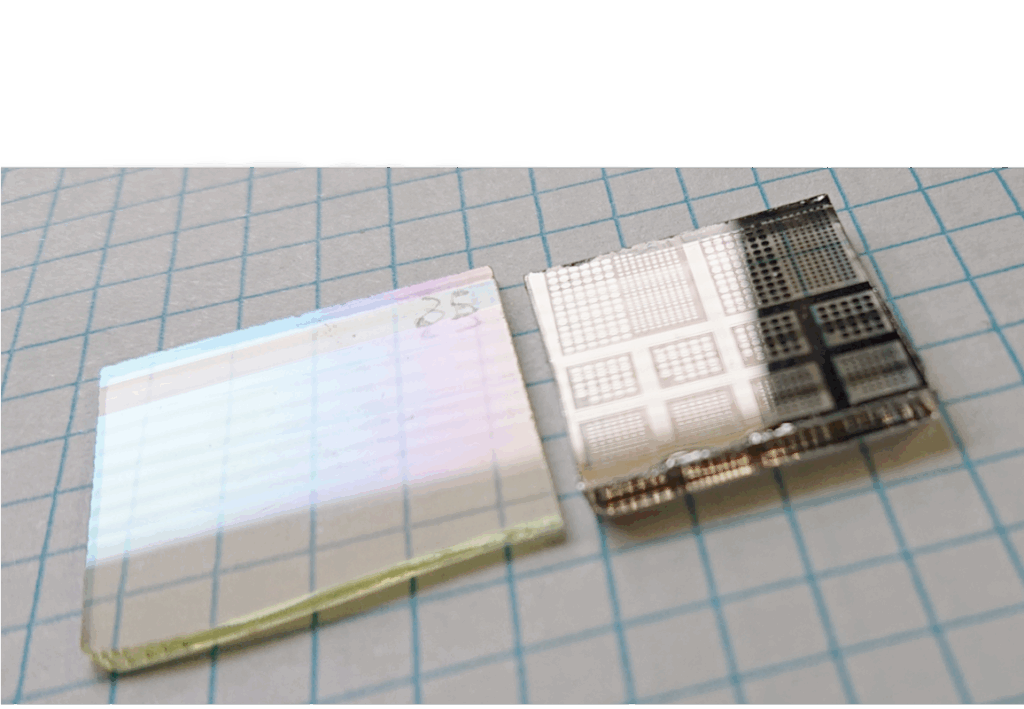
Trying filamet Amaco 25-D white clay filament.
Burn off did not left any smaoke or strong smell. That is probably due to the small sixe of the sample.The total firing time for the ceramic was 21 hours, which is too long to do in one shot. If you are firing at home you will have to split it since yu have to keep an eye on your furnace at high temperatures for safety.-never leave a hot furnace wthout supervision- At the end of the firing schedule, the sample was left to cooldown overnight.
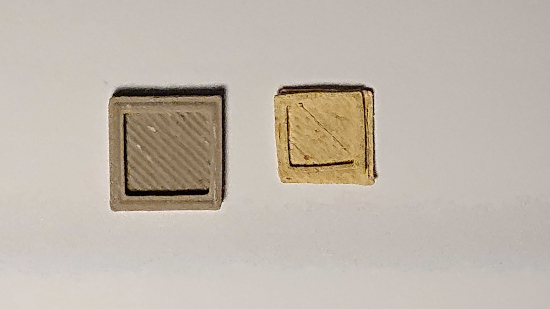
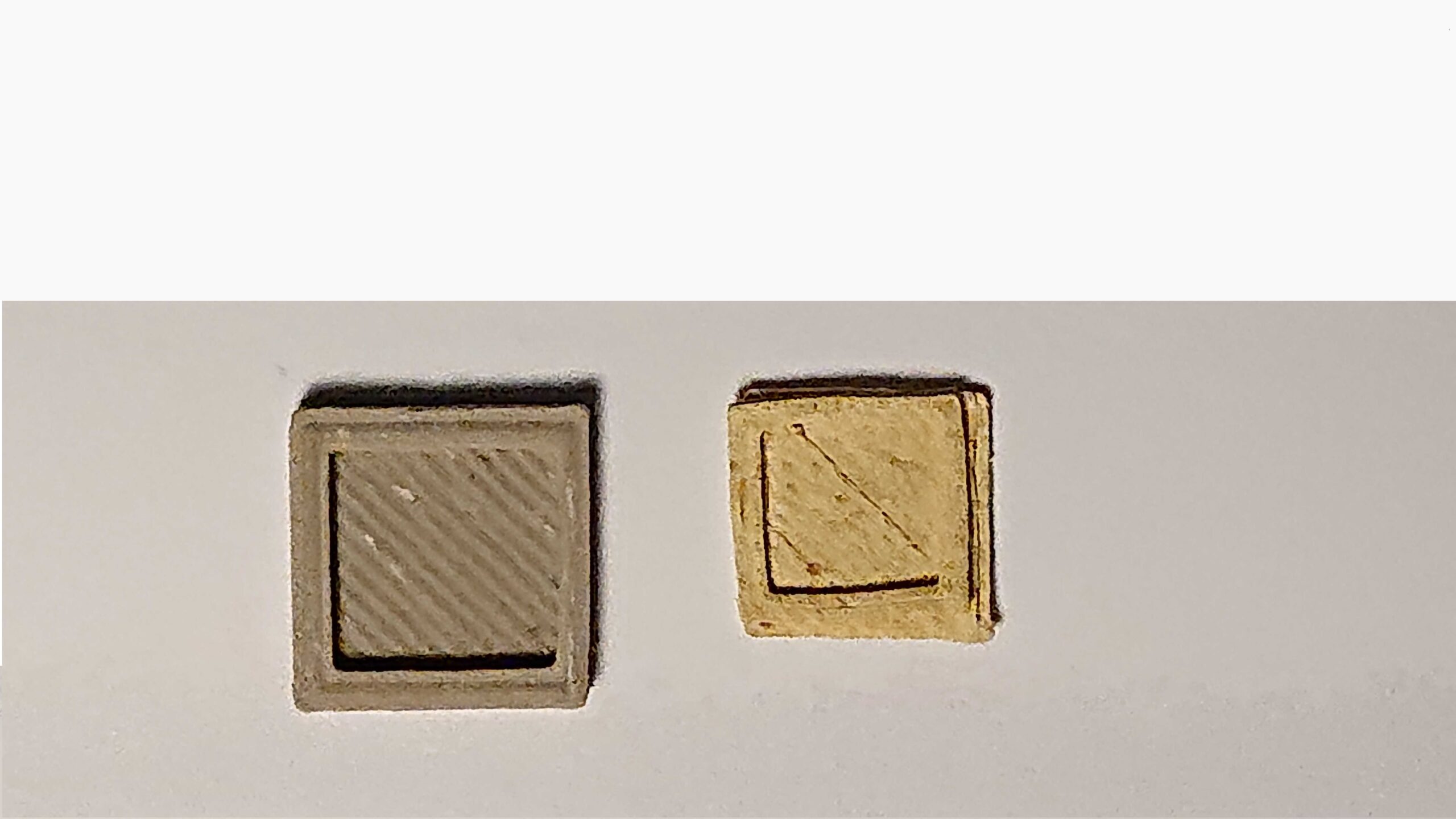
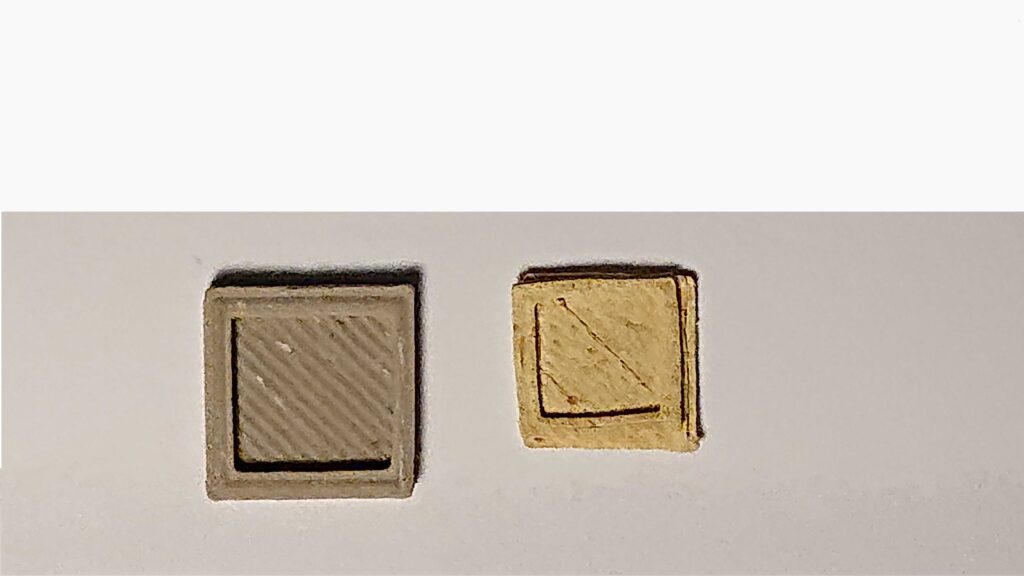
The pieces came out shrunk with some waping. Since I fired my samples as is without the ceramic poweder to hold it together the warpin may be duer to the absence of a constraining force. I expected the samples to be white, rather they were yellow-beige, basically the same color as the kiln bricks and shelves. The samples lost a quqrter of their size going form 2cm to 1.5cm.”
The strength of the ceramic is comparable to hard toasted bread. This is understandable since the filament contains only 37% of clay material, I noticed that the firing schedule recommended is harsher than the cone 6 of Amaco white clay I wonder if this has any effecto on the strength of the sample.”
The question we are left with is: what can be done with it?. The strength of the ceramic is the main issue. The second drawback of this method is the need to bury the sample in ceramic powder. My results demonstrate this this can be skipped sometimes.

Leave a Reply